



劃算的地鏈式自動噴塑烘道流水線-烘道流水線供應廠家
2022-11-16 來自: 溫州南星工業設備有限公司 瀏覽次數:56
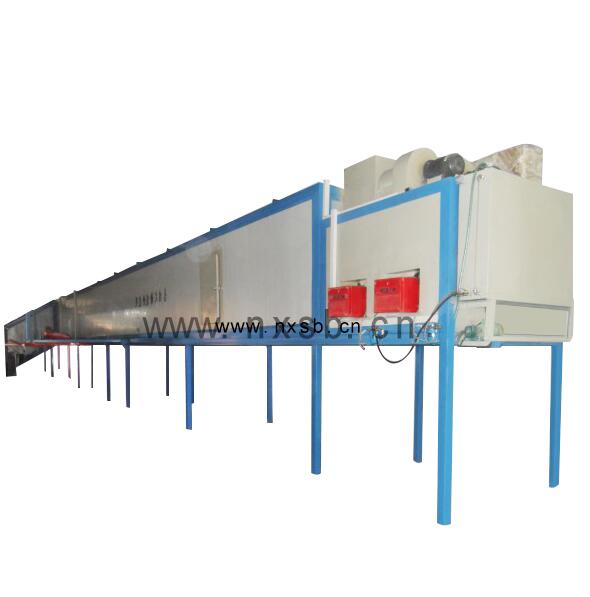
溫州南星工業設備以有效生產地鏈式自動噴塑烘道流水線為主營方向,產品很好的詮釋其輸送的用途,主要銷售往全國;北京;上海;天津;重慶;山東;江蘇;浙江、溫州等地區。依靠、機制健全、不斷強化的服務理念,為了方便廣大噴涂行業,我司盡心盡力提供的售后服務,也因此受到需求客戶一致的好評與贊譽。
劃算的地鏈式自動噴塑烘道流水線-烘道流水線供應廠家。 溫州南星工業設備有限公司自成立伊始,就致力于打造屬于公司的自有。在涂裝設備行業中不斷創新,融合成熟的技術,創意新穎的理念,生產有品質的地鏈式自動噴塑烘道流水線。地鏈式自動噴塑烘道流水線好銷售于全國;北京;上海;天津;重慶;山東;江蘇;浙江、溫州,獲得廣泛、穩定的產品市場。
烘道流水線啟動電動機的方法
烘道流水線啟動電動機的方法具體介紹如下:
烘道流水線先接通電源,此時三盞電源指示燈全部都會亮,證明三相電源已經到配電箱。此時可以按一下電機開的藍色按鈕,就可啟動電機,假如不能啟動,可以打開配電箱門,看一下第一排的第二個DZ108開關,是否是紅的長,藍的短。如果不是將此藍色的壓下去就可。
電動機啟動后,然后打開流水線調速表的開關,再將調速表的電位器慢慢向上調,使轉速表達到想要的速度。關機時先將調速表的電位器慢慢向下調到零,然后關閉調速表的開關,再按一下電機關的紅色按鈕,就可停止電機。
劃算的地鏈式自動噴塑烘道流水線-烘道流水線供應廠家。
自動噴漆流水線的烘房和噴漆室要求
自動噴漆流水線設備都是非標定制的,根據客戶的產品工藝要求來規劃的,一般含有工序,比如自動輸送線、手動除塵、預熱除濕處理、靜電自動除塵、自動噴涂設備、無塵噴漆室、漆霧排除系統、恒溫恒濕送風系統、產品表面流平、烘房、自然風冷卻系統、中央控制系統、廢水廢氣處理系統等;
自動噴漆流水線的烘房要求:
1、烘房大小:1.5m×2m×2.5m(深×寬×高)(三臺)
2、烘房加熱方式:電加熱
3、加熱溫度范圍:RT-140℃可調;同時烘房安全性符合有關標準要求。
4、溫度波動度:≤±0.5℃
5、溫度均勻度:≤±2.5%
6、升溫時間:從室溫升至高溫度時間小于60min。
7、箱體表面溫度不大于RT+30℃
8、溫度過高自動斷電,有聲光報警及聯鎖電器控制。
9、材質要求:室體采用鋼架結構;加熱室內壁為1.2mm不銹鋼材料,外板采用1.0mm鍍鋅板,保溫層采用高密度巖棉材料,厚度為150mm。其余符合有關行業標準規范。
10、自動噴漆線的烘房進風口加裝空氣過濾網,過濾材料要求耐高溫180℃以上。
12、在烘房寬度方向一側開雙開門(可開啟180度),門向外開啟且帶鎖緊裝置;門體材料要求耐高溫材料、具有保溫效果、密封性好。同時每臺烘房內設計合理的推車架(帶擱架且擱架可裝卸)。
13、烘房加熱烘干部分具有調溫、數字顯示和超溫報警、煙霧報警等功能。
14、各烘箱上加裝熱廢氣排風管道,管道接至需方廢氣處理系統。
15、烘箱設計合理,便于維修,做工精細,外觀。
自動噴漆流水線的噴漆室要求:
1、噴漆室大小:2.5m×2.8m×3m(長×深×高)(共兩臺)
2、噴漆室內空氣過濾凈化要求:(要求三級過濾)
粒徑:3um以下,
粒子數(個/cm3) 100個以下;
塵埃量mg/cm3):1.5以下
3、自動噴漆流水線的噴漆室內漆霧凈化率達98%以上。
4、噴漆室內安裝制冷、制熱式防爆空調(溫度可控制在15℃—30℃);除濕機(濕度范圍:50%-75%)。
5、噴漆室內照度大于300LX。
6、水簾噴漆柜單獨設排風風機,要求將噴漆時漆霧完全排出,漆霧不得漂散至噴漆柜外,排風管道接至需方廢氣處理系統中。
7、噴漆柜室體材料要求:室體材料、內壁正面淌水板、循環水槽等為2mm厚不銹鋼材料,要求設計合理便于維護維修,外形美觀、做工精細。室體強度、穩定性、抗沖擊性等達到或行業標準。

一.除塵后,自動噴漆的板件是進入到密閉的噴漆系統進行噴漆,油漆能夠與木材的每一個管孔進行充分連接,且油漆顆粒小,霧化好,漆面非常平整、均勻;而手工噴漆是在憑感覺進行噴漆,容易造成漆面的薄厚不一。
二.自動噴漆的整個過程都是在密閉的環境中進行的,噴漆時沒有附著在板件上的油漆通過高氣壓全部附在傳送帶上,可以進行回收和利用,這樣就無形中降低了成本;而手工噴漆是人拿著噴槍在板件的上下移動,油漆
的附著比例一般只能達到20%-30%。
三.自動噴漆在所有板件噴漆之前,先經過一遍靜電除塵,除去板件表面的塵土,這樣做可以提高油漆的附著力和清晰度。而手工噴漆是沒有經過靜電除塵的。
一.微孔板被堵塞。可檢查微孔板是否被超細粉或壓縮空氣中的油污、雜質所堵塞。
二.硫化床中裝粉太多。可減少床中的裝粉量,粉末量一般加至硫化床體積的三分之二。
三.粉末長時間存放在供粉桶內吸潮也是粉末噴塑表面硫化不均一個重要因素。可嘗試加大氣壓長時間對粉末進行硫化,帶走水分,必要時用干凈的器具幫助攪拌一下。
四.如壓縮空氣壓力不夠。可檢查空氣壓縮機供應情況,清洗空氣過濾設備,適當的增加壓力。
五.粉末結塊也讓粉末噴塑表面硫化不均。可人工將粉末疏松過篩。
溫州南星工業設備是自主從事地鏈式自動噴塑烘道流水線的研發、設計、生產及銷售的企業,致力于為市場提供地鏈式自動噴塑烘道流水線的多方位服務。公司專門引進了成熟的流水線生產裝配和成熟技術的檢驗檢測設備,引入了行業可靠的技術和管理人才。在多年的涂裝設備領域實踐中,積累了豐富的實際操作經。我們公司的地址在溫州文博科技產業園4-03號,歡迎廣大噴涂行業前來參觀指導。
想了解有關地鏈式自動噴塑烘道流水線的更多信息可以來電訪問,我們可滿足您所需