



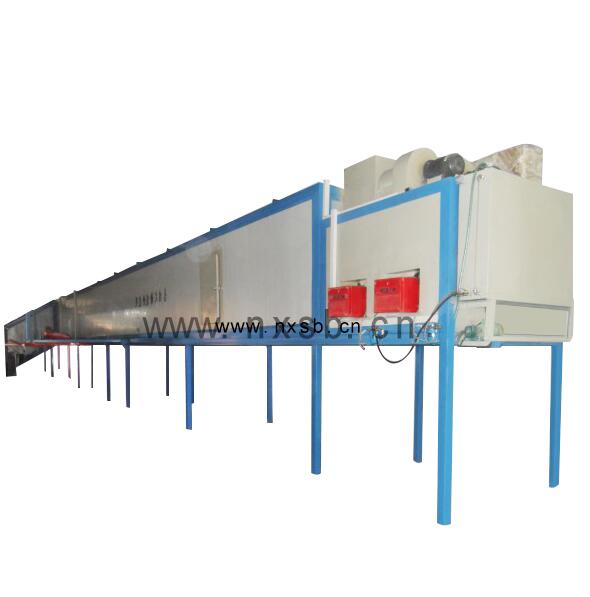
溫州烘道廠家-大量供應價格劃算的平面往復式自動噴漆烘道流水線
2021-05-07 來自: 溫州南星工業設備有限公司 瀏覽次數:131
溫州烘道廠家-大量供應價格劃算的平面往復式自動噴漆烘道流水線
溫州南星工業設備有限公司堅持以人為本戰略,擁有一批高素質技術人員和經驗豐富的銷售隊伍。主要以平面往復式自動噴漆烘道流水線的生產銷售為主要經營方向,產品主要用于櫥柜面板,圣誕球等工藝品的自動噴漆處理,在全國;北京;上海;江蘇;海南;湖南;浙江、溫州一直好銷售不衰,用戶熱情不減。溫州南星工業設備的宗旨是求真、創新、有效,歡迎國內外志同道合的朋友聯系我司,洽談合作。
溫州烘道廠家-大量供應價格劃算的平面往復式自動噴漆烘道流水線。 多方位發展的溫州南星工業設備有限公司主營平面往復式自動噴漆烘道流水線,集研發、生產、銷售于一體。自成立以來,就具備良好的方案設計、項目策劃能力,提供流程規范化整體方案解決服務,在涂裝設備行業領域保持較高地位。公司以良好的信譽、優異的產品等雄厚的綜合實力享譽全國;北京;上海;江蘇;海南;湖南;浙江、溫州各地,產品也深得用戶信賴。

自動噴漆流水線的烘房和噴漆室要求
自動噴漆流水線設備都是非標定制的,根據客戶的產品工藝要求來規劃的,一般含有工序,比如自動輸送線、手動除塵、預熱除濕處理、靜電自動除塵、自動噴涂設備、無塵噴漆室、漆霧排除系統、恒溫恒濕送風系統、產品表面流平、烘房、自然風冷卻系統、中央控制系統、廢水廢氣處理系統等;
自動噴漆流水線的烘房要求:
1、烘房大小:1.5m×2m×2.5m(深×寬×高)(三臺)
2、烘房加熱方式:電加熱
3、加熱溫度范圍:RT-140℃可調;同時烘房安全性符合有關標準要求。
4、溫度波動度:≤±0.5℃
5、溫度均勻度:≤±2.5%
6、升溫時間:從室溫升至高溫度時間小于60min。
7、箱體表面溫度不大于RT+30℃
8、溫度過高自動斷電,有聲光報警及聯鎖電器控制。
9、材質要求:室體采用鋼架結構;加熱室內壁為1.2mm不銹鋼材料,外板采用1.0mm鍍鋅板,保溫層采用高密度巖棉材料,厚度為150mm。其余符合有關行業標準規范。
10、自動噴漆線的烘房進風口加裝空氣過濾網,過濾材料要求耐高溫180℃以上。
12、在烘房寬度方向一側開雙開門(可開啟180度),門向外開啟且帶鎖緊裝置;門體材料要求耐高溫材料、具有保溫效果、密封性好。同時每臺烘房內設計合理的推車架(帶擱架且擱架可裝卸)。
13、烘房加熱烘干部分具有調溫、數字顯示和超溫報警、煙霧報警等功能。
14、各烘箱上加裝熱廢氣排風管道,管道接至需方廢氣處理系統。
15、烘箱設計合理,便于維修,做工精細,外觀。
自動噴漆流水線的噴漆室要求:
1、噴漆室大小:2.5m×2.8m×3m(長×深×高)(共兩臺)
2、噴漆室內空氣過濾凈化要求:(要求三級過濾)
粒徑:3um以下,
粒子數(個/cm3) 100個以下;
塵埃量mg/cm3):1.5以下
3、自動噴漆流水線的噴漆室內漆霧凈化率達98%以上。
4、噴漆室內安裝制冷、制熱式防爆空調(溫度可控制在15℃—30℃);除濕機(濕度范圍:50%-75%)。
5、噴漆室內照度大于300LX。
6、水簾噴漆柜單獨設排風風機,要求將噴漆時漆霧完全排出,漆霧不得漂散至噴漆柜外,排風管道接至需方廢氣處理系統中。
7、噴漆柜室體材料要求:室體材料、內壁正面淌水板、循環水槽等為2mm厚不銹鋼材料,要求設計合理便于維護維修,外形美觀、做工精細。室體強度、穩定性、抗沖擊性等達到或行業標準。
溫州烘道廠家-大量供應價格劃算的平面往復式自動噴漆烘道流水線。
自動噴漆烘道流水線的電氣控制和安全要求
自動噴漆流水線的電氣控制和安全要求如下:
1、自動噴漆流水線各加熱工位的溫度控制均采用數顯式自動控制儀,工作時顯示各加熱點溫度的同時進行自動控制。
2、各儀表計量須準確,計量誤差在國標范圍之內。
3、自動噴漆流水線的電氣設備的設計、選型、制造、安裝等均應符合的有關標準。負荷開關及主要電氣件選用進口名優產品,其它電氣件選用國產名優產品。
4、電氣控制柜表面整齊、外形美觀,面板布局合理,便于觀察和操作。
5、導線在各電器端子有良好牢固的接觸。
6、導線在各電器接線端子,接線排處要標有清晰的線號,且不易磨損退色。
7、柜內各元件的標記符號和各回路線號與電氣控制圖準確對應,便于檢查維修。
8、加熱系統安全保護體系,即溫度過高自動停爐,有聲光報警及聯鎖電器控制。
9、自動噴漆流水線控制系統采用開機聲/光報警、關機聲/光預停方式運行。
10、廠房內所有電器安裝、設計均符合安全要求,并具有防爆功能。電氣控制系統的設計應考慮各分系統相互之間必要的電路聯鎖,提高整個電氣控制系統的安全性能。整個系統電器與接地點接觸良好,并作好標示。

優化流水線第一站的作業時間,及多久放一片板子,此為滿足生產計劃量所的投入時間。但在實際上,瓶頸站的作業時間必然大于第一站,第一站肯定不是瓶頸站,所以第一站可能不會全依要求的時間去投入,因為瓶頸站已脫拖慢他的速度,故管理的角度來看,要確實要求第一站作業者依規定速度投入。流水線的輸送帶速度也可反推算出日產量,下面為輸送帶速度的公式:
1.輸送帶的速度=記號間隔距離/輸送帶的pitch時間。
2.輸送帶的pitch時間=整日的上班時間/日產量*(1+不良率)。
所謂記號間隔距離,在流水線的皮帶上所做的記號間的距離,希望作業者依記號流經的速度完成作業并放置在皮帶線上,但煉條線并沒有做記號,就以板子的長度當做記號間隔距離。
溫州南星工業設備是自主從事平面往復式自動噴漆烘道流水線的研發、設計、生產及銷售的企業,致力于為市場提供平面往復式自動噴漆烘道流水線的多方位服務。公司專門引進了成熟的流水線生產裝配和成熟技術的檢驗檢測設備,引入了行業可靠的技術和管理人才。在多年的涂裝設備領域實踐中,積累了豐富的實際操作經。我們公司的地址在溫州文博科技產業園4-03號,歡迎廣大噴涂行業前來參觀指導。
倘若您對我們的溫州烘道廠家,平面往復式自動噴漆烘道流水線信息還心存疑慮,歡迎致電聯系了解詳情